Specifications
Surface Treatments
Certifications
- ISO 9001 - 2015 Certified
- PED 2014/68/EC
- NACE MR0175/ISO 15156-2
- NORSOK M-650
- DFAR
- MERKBLATT AD 2000 W2/W7/W10
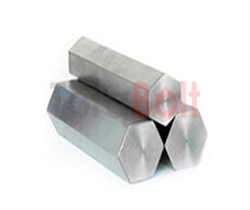
A286 hex bar is hexagonal-cross-section A286 bar stock used as raw input for hex nut, hex bolt, and hex-cross-section machined-component production. TorqBolt cold-draws A286 hex bar to AMS 5731 (sol-treated), AMS 5732 (sol-treated and aged), AMS 5737 (precision aged), and ASTM A453 grade 660 standards in across-flats sizes 8-65 mm. Distinguished from A286 round bar by the hexagonal cross-section that aligns to standard wrench sizes per ISO 272 / DIN 1915, feeds directly into the hex nut and hex bolt production line without secondary milling. Heat-treated per AMS 5732 / 5737 to deliver 130 ksi tensile / 95 ksi yield, retained mechanical properties to 700 °C continuous service. See parent A286 bar stock, sister variants A286 round bar, square bar, flat bar, and the canonical chemical composition + A286 mechanical-property data.
A286 hex bar is produced by cold-drawing hot-rolled A286 round bar through a hexagonal die. The drawing operation simultaneously achieves three goals: (1) the round-to-hex cross-section transformation, (2) ±0.05-0.10 mm dimensional tolerance on across-flats, and (3) surface finish improvement (Ra typically 1-2 µm). Across-flats sizes match the standard ISO 272 hex nut wrench dimensions: 10 mm AF for M6, 13 mm for M8, 17 mm for M10, 19 mm for M12, 24 mm for M16, 30 mm for M20, 36 mm for M24, 46 mm for M30, 55 mm for M36, bar size is selected to match the finished nut wrench AF without secondary milling. Each lot is solution-treated and aged per AMS 5732 / 5737, then cut to length and heat-traceability labelled.
A286 hex bar across-flats sizes match standard ISO 272 / DIN 1915 hex wrench dimensions for direct nut and bolt manufacture:
| Across-flats | For mating nut | Bar tolerance | Across-corners (calculated) | Available specs |
|---|---|---|---|---|
| 8 mm | M5 | ±0.05 mm | 9.24 mm | AMS 5731 / 5732 / 5737 |
| 10 mm | M6 | ±0.05 mm | 11.55 mm | AMS 5731 / 5732 / 5737 |
| 13 mm | M8 | ±0.07 mm | 15.01 mm | AMS 5731 / 5732 / 5737 |
| 17 mm | M10 | ±0.07 mm | 19.63 mm | AMS 5731 / 5732 / 5737 |
| 19 mm | M12 | ±0.10 mm | 21.94 mm | AMS 5731 / 5732 / 5737 |
| 24 mm | M16 | ±0.10 mm | 27.71 mm | AMS 5731 / 5732 / 5737 |
| 30 mm | M20 | ±0.13 mm | 34.64 mm | AMS 5731 / 5732 |
| 36 mm | M24 | ±0.15 mm | 41.57 mm | AMS 5731 / 5732 |
| 46 mm | M30 | ±0.18 mm | 53.12 mm | AMS 5731 / 5732 |
| 55 mm | M36 | ±0.20 mm | 63.51 mm | AMS 5731 / 5732 |
Every a286 hex bar TorqBolt ships traces back to a vacuum-induction-melted plus vacuum-arc-remelted (VIM-VAR) ingot meeting AMS 5731 / 5732 chemistry. The complete process route:
Each lot ships with a signed inspection certificate. Aerospace orders default to AS9100D first-article reporting per AS9102. Industrial orders default to EN 10204 type 3.1; sour-service and offshore step up to type 3.2 with third-party witness. Inspection scope:
Hex bar is raw stock, torque does not apply directly. Downstream forging and machining: hot-upsetting force for M16 hex nut from 24 mm AF blank ≈ 200 kN; cold-heading force for M8 from 13 mm AF blank ≈ 80 kN. Drawing force during hex-bar production: approximately 30-40 kN per square mm of cross-section reduction × area-reduction in mm². Aging shrinkage 0.05 % linear, drawn AF dimensions shrink slightly post-aging; finishing operations should account for this.
A286 hex bar is the canonical raw stock for hex-fastener production:
Every A286 bar product is released against the applicable industry standard. EN 10204 type 3.1 mill certificates ship with every order. See the consolidated A286 AMS / ASTM specifications hub for full spec scope.
| Authority | Specification | Coverage |
|---|---|---|
| ASTM | A453 grade 660 Cl. A/B/C/D | High-temperature bolting material |
| ASTM | A638 grade 660 Type 1/2 | Forged bolting stock |
| ASTM | B637 | Precipitation-hardenable bar |
| AMS | 5731 | Bar / forging, solution-treated |
| AMS | 5732 | Bar / forging, solution-treated and aged |
| AMS | 5737 | Bar, sol-treated and aged (precision) |
| UNS | S66286 | Material designation |
| DIN | 1.4980 / X5NiCrTiMoVB25-15-2 | European designation |
| EN | 10204 3.1 / 3.2 | Mill / third-party-witness certification |
Engineers compare A286 bar against three alternatives: A286 vs Inconel 718, A286 vs 17-4 PH, and A286 vs Waspaloy. See A286 equivalent grades.
A complete a286 hex bar callout should include: material spec, heat-treatment condition, dimensional standard, size, surface finish, marking, inspection certificate. Example callout:
A286 hex bar, AMS 5732, ASTM A453 grade 660 Class A, sol-treated and aged, 24.0 mm AF (M16 mating size), length 3000 mm, cold-drawn finish, ±0.10 mm AF tolerance, straightness ≤ 2 mm/m, EN 10204 3.1.
A286 hex bar is the canonical raw stock for hex nut, hex-head bolt, and 12-point bolt manufacture. The hex cross-section matches finished-fastener wrench dimensions, eliminating secondary milling. Also used for hex-shafted couplings, valve stems, and custom hex-section machined components.
Hex bar already has the wrench across-flats geometry, feeds directly into upsetting and tapping. Round bar requires secondary milling or broaching to form the hex shape, adding cost and lead time. Hex bar is the higher-throughput, lower-cost path.
24 mm AF, matches the ISO 272 / DIN 1915 wrench dimension for M16. TorqBolt cold-draws 24.0 ±0.10 mm AF hex bar specifically for M16 nut and hex-bolt manufacture.
±0.05 mm at 8-13 mm AF, ±0.07 mm at 13-19 mm, ±0.10 mm at 19-30 mm, ±0.15 mm at 30-46 mm, ±0.20 mm at 46-65 mm. Per ISO 272 standard hex profile tolerance.
No. Magnetic permeability < 1.005 verified per ASTM A342. Preserved through cold drawing, sol-treatment, and aging. Compatible with downstream non-magnetic hex nut and hex bolt manufacture.
Standard production: 65 mm AF (matches M48 wrench). Custom-drawing: up to 80 mm AF in hot-rolled and partially-drawn condition for very large-size fastener manufacture.
Yes, AMS 5731 / ASTM B637 sol-treated condition is supplied for fastener-makers who prefer to age post-machining. Solution-treated bar is softer (24-28 HRC) and machines more easily; aging done after thread rolling for higher fatigue strength.
Across-corners is the maximum hex-bar dimension, used for raw-material handling, packaging, and downstream upsetting die selection. AC = AF × 1.155 for a regular hexagon. Critical for tooling clearance, a 24 mm AF bar has 27.7 mm AC.
Yes, when supplied with hardness ≤ HRC 35 (HV ≤ 327) per NACE MR0175 / ISO 15156-3 for sour-service. Specify on PO; each heat receives Vickers traverse before release.
Three reasons aerospace and gas-turbine OEMs place a286 hex bar orders with us:
Over thirty years in fastener manufacture with active ISO 9001:2015, AS9100D, PED, and NORSOK M-650 quality system audits.
Active hex bar orders cover 13 mm and 17 mm AF cold-drawn for downstream M8/M10 nut production, 24 mm and 30 mm AF for M16/M20 hex bolt and stud bolt manufacture, custom 50 mm AF for valve-stem applications, and aerospace AS9102 first-article 19 mm AF for M12 NAS-spec hex bolt manufacture.
![]()

![]()